|
|

|
|
Silicon Info: Feedstock (Polycrystalline Si)
Silicon is the second most abundant element in the crust of
the Earth (28%), but it does not occur as a native element because
SiO2 in the form of quartz, quartzite, and other
compounds is more stable. Many processing steps (below) are conducted to bring Si from
its native ore, quartzite, to the crystalline substrates we use for
solar cell fabrication or integrated circuit (IC) components.
The starting silicon for both PV and IC applications is 99%
pure metallurgical-grade (MG) Si obtained via the carbon reduction
of Si02 in an arc furnace.
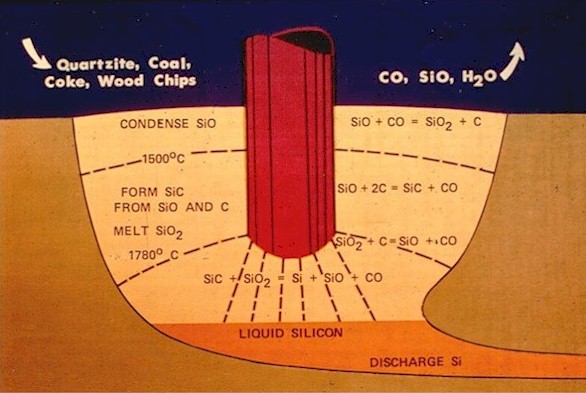
Although the overall reaction can be considered to be there are a
complex series of reactions that take place in different temperature
regions of the arc furnace, with liquid Si finally forming from SiC. The Si liquid is periodically tapped from the furnace and
typically allowed to solidify in shallow molds about 1.5 x 1 m in
size. The major
impurities are Fe, Al, and C. This
MG Si material is inexpensive (~$1/kg), but the residual impurities
degrade carrier lifetime to unacceptably low values. Some, like B,
P, and Al, electronically dope it too heavily for use in PV devices.
B is particularly bothersome because it neither segregates
nor evaporates significantly during melt processing. P
segregates only slightly better than B.
Chlorosilane purification and deposition steps (used by the IC industry) increase the purity to more than adequate levels for PV use (99.999999%), but in the past the cost was unacceptable (>$50/kg) So, the Si PV industry used reject material from IC polysilicon and single-crystal production - material that is too impure for IC use but adequate for PV use. But as production techniques improved and the Si PV industry grew at a faster rate than the IC industry, the supply of reject material became insufficient. This drove an effort to develop new sources of polysilicon (Mauk et al., 1997; Mitchell, 1998). Demand first exceeded the supply of reject Si in 1996. The subsequent downturn in the IC industry temporarily relieved the PV feedstock shortage, but projections indicated that the PV demand for reject Si would exceed the supply (8,000 metric tons/yr) by a factor of 2 to 4 by the year 2010 (Maurits, 1998). This does not represent a fundamental material shortage problem, because the technology, quartzite, and coke needed to make feedstock are in abundant supply. The issue was to supply feedstock with necessary but only sufficient purity (~99.9999%) at an acceptable cost. The
trichlorosilane (SiHCl3)
distillation method is used to purify Si for more than 95% of polysilicon
production (even if converted to other chlorosilanes or silane for
reduction), but the process is very energy intensive.
It produces large amounts of waste, including much of the starting
silicon and a mix of environmentally damaging chlorinated compounds.
In addition, the feedstock produced by reduction following this
distillation method exceeds the purity requirements of the PV industry,
which are estimated to be as follows for typical solar cells
(high-efficiency cells benefit from lower impurity levels, however):
Fresh
approaches were investigate to originate novel separation technologies that can
extract B, Al, P, transition metal impurities, and other impurities from
MG silicon, to meet the purity requirements listed above - but in a
simpler process. Examples of
new approaches that were in early stages of investigation are: (i) the use of
electron-beam and plasma treatments with several DS steps to remove
impurities from MG Si (Nakamura et
al., 1998); (ii) directly purifying granular MG Si using repeated
porous-silicon etching, subsequent annealing, and surface impurity removal
(Menna et al., 1998); (iii) a
method that uses MG Si and absolute alcohol as the starting materials (Tsuo
et al., 1998); (iv) vacuum and
gaseous treatments of MG Si melts coupled with directional solidification
(Khattak et al., 1999) guided by
thermochemical calculations (Gee et
al., 1998); and (v) the use of impurity partitioning when silicon is
recrystallized from MG Si/metal eutectic systems (Wang and Ciszek, 1997).
It was hoped that approaches like these could have a major impact on the continued success and growth of
the Si PV industry - especially if one were discovered that is
intrinsically simpler than current technology yet yields adequate Si
purity. Cost-cutting advances in the production of high-purity
silicon feedstock by the conventional Siemens CVD process have however
brought the price so low now (~$12/kg)
that viable low-cost alternatives are unlikely to be competitive. The six
largest producers of Siemens-process
polysilicon alone reached a production
capacity of 510,000 MT in 2020. |
|
♦♦♦♦♦ ted_ciszek @ siliconsultant.com (remove spaces) ♦♦♦♦♦
|